Предварительные замечания. На рис. 34 схематически показано закрепление детали 5 в переднем 4 и заднем 6 центрах станка с помощью просверленных в ее торцах центровых отверстий. На конце детали, обращенном к передней бабке станка, закреплен хомутик 3. Посредством поводкового патрона 1, установленного на шпинделе станка, и поводка 2, закрепленного в патроне, вращение шпинделя передается через хомутик обрабатываемой детали (защитный кожух для ясности схемы на рисунке не показан). После того как один конец детали обработан, она снимается с центров, и хомутик переставляется на обработанный конец детали. Затем деталь перевертывается, снова устанавливается в центрах и обрабатывается второй ее конец.
Если центровые отверстия детали, обрабатываемой в центрах, имеют правильную форму и размеры, а центры станка верно обработаны и установлены, поверхности в этой детали, обработанные при первой и второй установках ее, будут концентричными, т. е. будут иметь общую ось.
На большинстве заводов центрование заготовок производят в заготовительных или механических цехах на специальных центровочных станках или на фрезерно-центровальных станках, где одновременно с центрованием фрезеруются торцы заготовки. Однако нередко еще центрование приходится производить самим токарям, используя имеющиеся в их распоряжении средства. Поэтому ниже приводятся соответствующие рекомендации.
Форма и размеры центровых отверстий. Наиболее употребительная форма центровых отверстий показана на рис. 35, а. В центровом отверстии, изображенном на рис. 35, б, кроме рабочего конуса с углом при вершине 60°, имеется дополнительный конус с углом 120°, который служит для защиты рабочего конуса от забоин (при случайных ударах) и называется поэтому предохранительным.
Очень важно, чтобы угол при вершине рабочего конуса был равен 60°. Если этот угол не равен 60°, а центр станка прошлифован правильно и имеет угол при вершине 600, соприкосновение отверстия и центра будет происходить не по поверхности конуса, а по узкой полоске, в связи с чем неизбежны быстрый износ центрового отверстия, отклонение положения детали от правильного я часто брак ее.
Цилиндрическая часть центрового отверстия в торце детали, обращенной к задней бабке, заполняется густой смазкой. Во время работы станка эта смазка прогревается (от теплоты трения между деталью и центром), стремится выйти наружу и хорошо смазывает трущиеся поверхности центра и центрового отверстия.

Размеры центровых отверстий не должны быть слишком малы, так как такие отверстия быстро срабатываются; точность установки на центры при этом уменьшается. Центры станка в этом случае также быстро изнашиваются. Слишком большие центровые отверстия портят внешний вид детали. В табл. 4 даны рекомендуемые размеры центровых отверстий.
При пользовании таблицей необходимо руководствоваться следующими правилами:
1) центровые отверстия должны иметь одинаковые размеры в обоих торцах вала даже в том случае, если диаметры концевых шеек вала различны;
2) при легкой работе часто оказывается возможным принять размеры центровых отверстий ближайшие меньшие к предусмотренным таблицей для данного диаметра заготовок и, наоборот, при очень тяжелой работе — ближайшие большие.
Разметка центровых отверстий. На торцах заготовок, особенно тяжелых, находить положение центровых отверстий можно, ползуясь разметкой. Она осуществляется с помощью обычного циркуля. Установив расстояние между его иглами приблизительно равным радиусу размечаемой заготовки, прижимают большим пальцем левой руки конец одной ножки к боковой поверхности детали, а иглой другой ножки наносят на торце детали последовательно четыре риски (рис. 36).
Если расстояние между ножками циркуля было установлено больше радиуса детали, эти риски будут иметь вид, показанный на рис. 36, а; если оно было меньше радиуса детали, риски будут иметь вид, изображенный

на рис. 36, б. Центр детали в том и другом случае лежит внутри этих рисок и без труда может быть намечен на глаз.
Разметку заготовок из точного проката, в особенности, если припуск на обработку невелик, а также обработанных деталей, в которых центровых отверстий почему-либо нет, следует производить при помощи разметочного угольника (рис. 37, а). Штифты 1 и 2 запрессованы в короткой полке этого угольника на одинаковых расстояниях от его кромки А А. Наложив такой угольник на торец детали, проводят на последнем риску. Затем поворачивают угольник на произвольный угол и проводят вторую риску. Пересечение рисок определит центр заготовки. Так же используется угольник, показанный на рис. 37, б. После разметки центровых отверстий производится накернивание их. Накернивание без разметки у небольших деталей диаметром до 40 мм можно производить с помощью приспособления, показанного на рис. 38.

Центровочные инструменты. Сверление центровых отверстий производится спиральным сверлом (рис. 39, а), диаметр которого равен диаметру цилиндрической части центрового отверстия.

Конусная часть центрового отверстия, просверленного сверлом диаметром до 1,5 мм, образуется зенковкой (рис.39,б). При диаметре цилиндрической части отверстия до 6 мм для обработки конуса используется зенковка, изображенная на рис.39,в.
Центровое отверстие может быть получено значительно быстрее при использовании комбинированного центровочного сверла, показанного на рис. 39, г, а отверстие с предохранительным конусом — сверлом, изображенным на рис. 39, д
Сверление центровых отверстий. Сверление центровых отверстий в небольших заготовках из проката черного или ранее обточенного производится без разметки. Заготовка закрепляется в самоцентрирующем патроне (рис. 40, а). В пиноль задней бабки встав>ляется сверлильный патрон с центровочным инструментом. Просверлив центровое отверстие в одном торце, заготовку перевертывают и сверлят второе отверстие.
Размеченные и закерненные заготовки зацентровываются так: вместо переднего центра в шпиндель станка вставляется патрон с центровочным инструментом. Установив заготовку, как показано на рис. 40, б, придерживают ее левой рукой за боковую поверхность (а еще лучше за хомутик, закрепленный посередине детали). Пустив станок в ход и вращая маховичок задней бабки правой рукой, подают заготовку на вращающийся центровочный инструмент. Таким же образом сверлят и второе центровое отверстие.
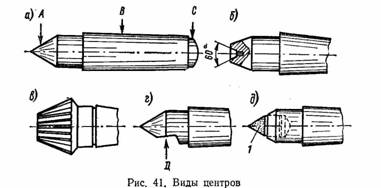
Обыкновенные центры. Обыкновенный центр показан на рис.41,а. Часть А этого центра называется рабочей, а часть В — хвостовой. Угол при вершине рабочей части центра должен быть равен 60°. Хвостовая часть центра должна быть точно изготовлена и соответствовать коническим гнездам в шпинделе передней и пиноли задней бабок станка. Поверхности рабочей части и хвостовика центра не должны иметь забоин, при наличии которых положение детали получается неправильным.
Диаметр цилиндрической части С хвостовика должен быть меньше меньшего диаметра конуса В. При этом условии некоторое увеличение диаметра части С, возможное в результате выбивки центра из шпинделя, не отразится на точности его установки.
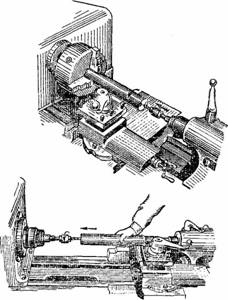
Рис.40.Сверление центровых отверстий
Центр, показанный на рис. 41, б, служит для установки заготовок малого диаметра — до 4 мм. У таких заготовок вместо центровых отверстий делаются с двух сторон наружные конические поверхности с углом при вершине 60°, а в торце рабочей части центра, как это показано на рисунке, делается центровое углубление. Такие центры называются обратными.
Наличие рифленой поверхности у переднего центра (рис. 41, в) позволяет обрабатывать заготовки с большим центральным отверстием (без помощи поводкового патрона).
Наличие среза D у так называемого полуцентра (рис. 41, г), устанавливаемого только в заднюю бабку, дает возможность обрабатывать полностью торец поддерживаемой им детали.
Во избежание быстрого износа и повреждений (от случайных ударов) центры должны быть закаленными и шлифованными.
Передний центр во время работы станка служит только опорой для обрабатываемой детали, вращается вместе с ней и поэтому не нагревается. Ввиду этого передние центры можно изготовлять из углеродистой инструментальной стали марки У6. Задний центр неподвижен, деталь вращается на нем часто с большой скоростью, вследствие чего центр нагревается, теряет свою твердость и быстро изнашивается. Поэтому задние центры делаются из углеродистой стали марки У8 и У10 или с твердосплавным наконечником 1 (рис. 41, д).
Уход за центрами. Для правильной установки детали необходимо, чтобы ось конуса рабочей части переднего центра точно совпала с осью вращения шпинделя передней бабки. Это можно про>верить, если под вращающийся центр положить листок белой бумаги и смотреть на него сверху. Более точная проверка центров производится посредством индикатора, устройство которого рассматривается ниже.
Если оси не совпадают — вершина центра будет перемещаться на величину, которая определяет биение центра. Заметное на глаз биение недопустимо. В этом случае центр следует заменить или прошлифовать на месте, т. е. вставленным в коническое гнездо шпинделя. Шлифование производится при помощи специального устройства с приводом, закрепляемого в резцедержателе суппорта. Верхние салазки суппорта устанавливаются при этом под углом в 30° к центровой линии станка и перемещение их осуществляется вручную. Правильность угла конуса проверяется шаблоном.
Перед шлифованием станину следует защищать от пыли, образующейся при шлифовании. Также восстанавливаются задние центры.

Вращающиеся центры. Для предупреждения вредного влияния износа заднего центра, в особенности при скоростном точении, применяются вращающиеся центры различных конструкций. Вращающийся центр показан на рис. 42. Собственно центр 1 в этом случае вращается на роликовом 2 и шариковом 5 подшипниках, расположенных в корпусе 4. Осевые усилия, действующие на центр, воспринимаются упорным подшипником 3.

Хомутики. Токарный хомутик показан на рис. 43, а. Отверстием А он надевается на обрабатываемую деталь и закрепляется на ней болтом 1. Часть 2 хомутика называется хвостом. Такие хомутики бывают разных размеров. Более удобны в работе хомутики самозахватывающей конструкции. Одна из них показана на рис. 43, б. В корпусе 5 на шарнире 4 закреплен хвостовой кулачок 2, имеющий насечку на секторной поверхности, прилегающей к поверхности вала. Пружина 3 обеспечивает заклинивание хомутика после установки его на вале, а палец 1 поводкового патрона — вращение заготовки.
Поводковые патроны. Обыкновенный поводковый патрон показан на рис. 44. Палец-поводок 3 закреплен гайкой 1 в корпусе 2, конструкция которого обеспечивает безопасность работы, поскольку хомутик и палец спрятаны в чаше корпуса.

Практика работы при закреплении детали в центрах. При выборе хомутика необходимо следить за тем, чтобы конец детали, на которую надевается хомутик, свободно входил в отверстие хомутика. В то же время при слишком большом отверстии самозажимной хомутик не сработает, а у обыкновенного хомутика зажимной болт будет скользить по цилиндрической поверхности обрабатываемой детали и согнется.
Если хомутик надевается на обработанный конец детали, то, чтобы не испортить поверхности ее, между деталью и стенками отверстия в хомутике и под зажимной болт его кладут медную прокладку или обертывают конец детали медной полоской.
Перед установкой центров в конические гнезда шпинделя передней бабки и пиноли задней бабки последние следует тщательно протирать тряпкой, навернутой на деревянную палочку. Не менее тщательно должны быть протерты хвосты центров. Необходимо также протирать (перед каждой установкой детали на центры) рабочие части центров и центровые отверстия в детали. При несоблюдении этих правил соринки и мелкие стружки, попавшие между центром и поверхностями гнезд и центровых отверстий, портят их, а установка детали получается неправильной.
Непременное условие работы в центрах — это хорошая смазка заднего центра. Недостаточно смазать центр только перед установкой детали на станок. Время от времени следует, остановив станок, отвести немного пиноль задней бабки и добавить смазки.
Приводим несколько составов смазки.
1. К тавоту прибавляют немного толченого мела, чтобы получилась не слишком густая смесь.
2. К тавоту прибавляют мелко истолченную горючую серу.
Масса получается густая, поэтому полезно разбавлять ее керосином.
При слабо поджатом центре обрабатываемая деталь будет вибрировать. Если центр поджат слишком туго, вся смазка будет выдавливаться и центр «заест». Задний центр считается поджатым правильно, если деталь без усилия можно повернуть на центрах настолько, насколько это позволяет хомутик.

Во время обработки деталь нагревается и, удлиняясь вследствие этого, с большой силой нажимает на центры. От возникшего давления или заест центр, или изогнется деталь. Чтобы предупредить это, следует периодически проверять силу поджима детали задним центром, в особенности при обработке длинных деталей.
Если в центрах обрабатывается партия деталей, надо иметь два хомутика. В то время, когда производится (при автоматической подаче) обтачивание одной детали, токарь может закреплять хомутик на следующей детали, подлежащей обработке.
Детали, закрепляемые в центрах. Деталь, обрабатываемую на , токарном станке, необходимо закреплять в центрах в следующих случаях:
1) если обработка детали, например ступенчатого валика, производится на одном станке за несколько установок, причем необ>ходимо совпадение осей обрабатываемых поверхностей (обеспечение концентричности);
2) если последующая обработка детали, например на шлифовальных станках, производится в центрах;
3) если обрабатываемая деталь (например, ходовой винт токарного станка) по условиям своей работы может быть испорчена (износ, прогиб) и для ремонта этой детали необходима установка ее на станок в центрах.
















